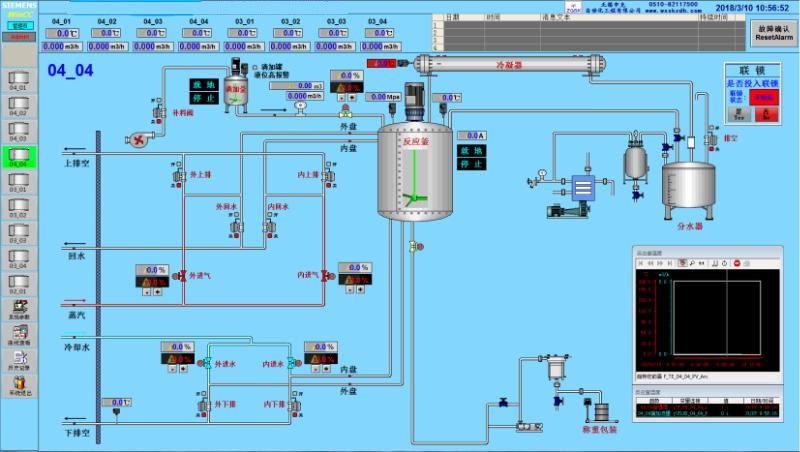
黑燈科技橡膠聚合反應釜殼體結構優化發表時間:2022-02-19 21:05 黑燈科技橡膠聚合反應釜殼體結構優化 黑燈科技以聚合反應釜的優化為案例,對整體夾套容器設計提出優化方案并應用于實踐。廣州黑燈科技通過設計參數確定的情況下,只有設置加強圈才能得到更為合理的殼體厚度。分析確定了加強圈的設置位置及間距,設計了滿足要求的外壓加強圈。為滿足安裝要求,對耳式支座的設置進行了分析計算。 聚合反應釜是橡膠裝置的主要設備,在催化劑作用下將單體聚合成膠液。整體夾套的循環冷凍鹽水撤掉設備內的反應熱,保證聚合反應的正常進行以及產品的質量。
加強圈可設置在容器內部或外部,聚合反應釜內攪拌為螺帶式攪拌,螺帶與設備內壁間隙只有30 mm,考慮制造的圓度控制要求,容器內部沒有設置加強圈的空間,加強圈只能設置在筒體外部。 2外壓加強圈間距的確定 外壓加強圈的間距越小,筒體外壓計算厚度越小。綜合考慮工藝要求、筒體內壓計算確定的名義厚度、制造工藝等要素取合理的間距。因為外壓加強圈設置在筒體外壁,外壓加強圈間距小會給夾套內物料流通引起很大的壓力降,影響撤走反應熱,導致設備內的聚合反應及產品質量不穩定; 壓加強圈的間距,這樣就充分利用了殼體的有效厚度; 外壓加強圈間距越小,夾套分段就越多,夾套的焊接量越多,射線檢測長度相應增加,加工成本增加。 黑燈科技聚合反應釜設計首要考慮的是滿足工藝要求,經工藝專業測算最多設置三圈外壓加強圈能夠達到工藝要求。 3耳座的設置 聚合反應釜質量因夾套將整個筒體全包覆,一般做法是將耳式支座設置在夾套外壁,選用4 個耳式支座。
4罐底板的焊接 邊緣板組對完畢后,先焊接外側300 mm 部分,該部分焊縫與墊板點焊定位后,在下部用墊鐵墊起 30 ~ 35 mm 高做反變形,在這段焊縫焊接完成后,進行射線無損檢測,合格后撤去墊鐵; 其余部分的對接焊縫作為收縮縫,待邊緣板與第一圈罐壁板大角焊 縫焊接完畢后再焊接此作為收縮縫的焊縫,邊緣板的焊接還應采用多名焊工均勻分布的對稱焊接法。 在中幅板焊接過程中,為防止焊接變形,通常的做法是在通長焊縫及單張板長焊縫一側使用安裝龍門板加背杠進行加固。這種做法雖然能在一定程度上控制變形,但是也會同時在焊縫部位形成較大的 殘余應力,會對儲罐的安全使用產生一定影響。在撤掉背杠后,部分變形還會釋放出來,還需要采取措施進一步進行處理。在中幅板焊接過程中,沒有采用背杠來強行控制變形,而使通過合理的焊接順序和焊接工藝使變形得以良好控制。 大型儲罐的底板焊接變形很容易發生,但只要采取合理的焊接工藝,遵循科學的焊接順序以及采取必要的技術措施,也是完全可以避免的。黑燈科技的儲罐通過采取以上措施,在沒有使用傳統背杠來強行控制變形的情況下,使得罐底板的焊接變形得以有效控制,罐底與瀝青砂得以很好的貼合,完全滿足了標準要求。 在能滿足化工工藝要求及制造工藝條件下,優化結構設計不但能夠節約投資,而且設備的結構更加緊湊合理。廣州黑燈科技有限公司是專業從事于化工行業各種類型的自動化控制系統開發和自動化工程項目承接,技術團隊已在化工領域的自動化控制方面積累了豐富的技術和經驗,是一家專注于化工自動化控制系統開發、化工自動化工程項目承接和技術服務的技術型企業。業務咨詢:趙生13553985858;關生18565060664 http://www.xm-fcx.com/ |